The Application
Food Process Solutions (FPS) is a rapidly expanding company that specializes in the design and manufacture of large refrigeration vessels for the food processing industry worldwide.
Most of the equipment FPS manufactures is made from stainless steel. FPS has a strategy to invest in in-house manufacturing to ensure its customers receive the highest quality and best technologies in its freezing and cooling equipment. The company maintains sheet metal fabrication, a machine shop, specialized insulated enclosure manufacturing, and control panel assembly in-house.
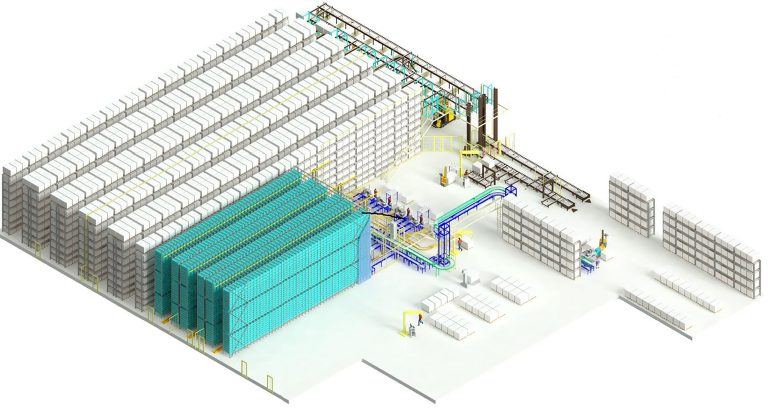
Its new 80,000 sq ft facility in Richmond, B.C. increases the company’s production area by 80 percent with a 50 percent uplift in capacity anticipated once fully utilized.
The Challenge
Eric Lau, plant operation manager at FPS, explained: “We expect the monthly volume of stainless steel coil for sheet metal to be about 200,000lbs. Other raw materials will be about 80,000lbs per month. The sheet metal coil size has a diameter of 4 x 5ft, weighing about 20,000lbs. The size of our tunnel freezer is, on average, 100 x 18 x 15ft.”
As such, overhead lifting is an essential part of its operations, offloading incoming materials, during the fabricating process, and when handling finished products.
 Norelco, Master Distributor for R&M Materials Handling in Canada, was tasked with providing the lifting capacity at FPS’s massive new manufacturing facility.
Norelco, Master Distributor for R&M Materials Handling in Canada, was tasked with providing the lifting capacity at FPS’s massive new manufacturing facility.
Over the last few years, Norelco has supplied FPS manufacturing sites with more than 20 R&M QX® bridge cranes with capacities ranging from five to 10 tons.
For this project, Norelco received an order for 18 QX 10-ton bridge cranes and runways to drive FPS’s enhanced manufacturing capacity.
Keith Ellis, General Manager at Norelco, added: “Not only are there 18 cranes to manufacture but also included in the contract were all of the crane runway beams, rails and down shop conductors.”
The scale of this project provided its own challenges to Norelco, such as sourcing the steel to fulfill the job, storing six 200ft crane runways, and storage the R&M hoists and components until the cranes were ready to be assembled.
For FPS, Lau noted that different production teams are located at different bays around the facility. Different teams will make their own parts, before final assembly and packing. Each bay must have overhead cranes to support the progress of jobs through manufacturing.
“As mentioned before, our freezer is heavy and big in size. Even though we will disassemble the freezer, each part is still heavy, and we need overhead cranes for loading.”
The Solution
All 18 cranes and runways have now been installed to drive FPS’s enhanced manufacturing capacity. Norelco designed, manufactured, and installed complete crane systems in collaboration with the building engineer to incorporate the crane runways into the building.
Norelco initially supplied FPS with two 10 ton x 55ft span R&M QX top running single girder (TRSG) cranes. Ellis notes that FPS was impressed by the performance and reliability of the R&M SX hoists and now specifies R&M for all new additional cranes.
As a Master Distributor, Norelco supplies R&M SX hoists for most of the overhead cranes it manufactures.
 Ellis stated: “We have the utmost confidence in the reliability and performance of the R&M product and recommend them to all potential customers. Using R&M allows us to maintain our esteemed reputation as a reliable crane manufacturer.”
Ellis stated: “We have the utmost confidence in the reliability and performance of the R&M product and recommend them to all potential customers. Using R&M allows us to maintain our esteemed reputation as a reliable crane manufacturer.”
“We have supplied several cranes to FPS over the past several years for its existing facilities. To date, these existing cranes have been trouble-free with little or no downtime due to maintenance issues, etc. FPS relies heavily on the performance of its overhead cranes to maintain its ongoing production. FPS is extremely pleased with R&M SX hoists.”
The Result
“The overhead cranes are definitely important equipment to assist our production,” said Lau. “With most of our components made in stainless steel, we always use cranes to support the heavy parts for our production. We use sling and shackles to hang the parts. Under proper rigging training by our safety team, our production team uses overhead cranes frequently and safely.
“If we don’t have this equipment, the efficiency will drop 30 percent at least, as lots of raw materials and finished components will be moved by the cranes.”
For R&M and Norelco, the food processing industry is one that offers lots of opportunities, as Ellis explained: “Presently, FPS is our only customer in the food process industry. However, this is a sector that is showing signs for significant growth especially due to the ever-expanding global population’s insatiable need for food products.”